











Секреты «долголетия» ходовой части гусеничных машин (Ч. 7)
Техническое обслуживание и ремонт ходового механизма
(По материалам компании Passini Group, Канада)
Техническое обслуживание гусеничных цепей
Общий ресурс по износу гусеничной цепи увеличивается, если правильно выполняют ее техническое обслуживание. Если ходовой механизм работает нормально, без неисправностей и затруднений, износ поверхности втулки, контактирующей с зубьями ведущего колеса при движении вперед, достигнет 100% задолго до окончания ресурса по износу направляющих поверхностей звеньев. Теоретически, когда износ втулки по наружному диаметру достигает предельной величины или расчетного срока службы, износ звеньев должен составлять 50%. Поэтому может быть экономически выгодно развернуть пальцы и втулки на 180°, чтобы они проработали до полного износа гусеничных звеньев. Конечно, при оценке затрат следует принимать во внимание ожидаемый срок службы после технического обслуживания и общую его стоимость, включая стоимость рабочей силы и простоя машины.
Порядок техобслуживания гусеничных цепей с сухими и с обычными смазываемыми шарнирами различается (например, гусеницы экскаватора с полиуретановыми уплотнениями, гусеницы бульдозеров, герметизированные подпружиненными шайбами, и т. д.), а также гусеницы с закрытым шарниром с жидкой смазкой (англ. аббревиатура SALT). Правильный порядок технического обслуживания приводится ниже.
Гусеничные цепи «сухого» типа – поворот пальцев и втулок.
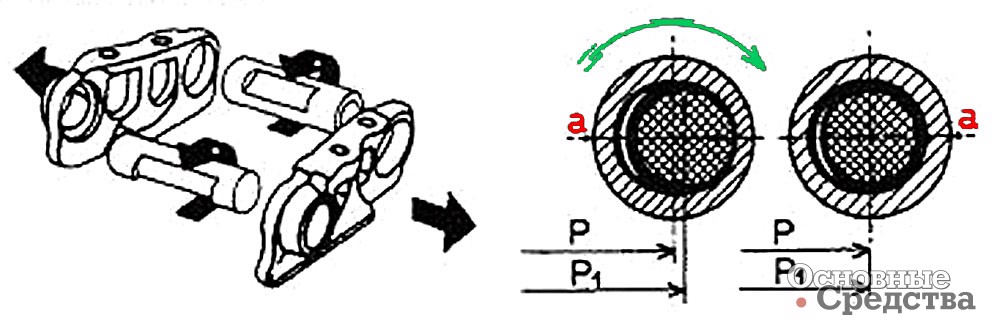
Цепи этого типа характеризуются интенсивным износом в двух зонах: по наружной поверхности втулки и внутри шарнира. Как уже объяснялось в предыдущей главе, из-за наружного износа втулки уменьшается ее прочность и увеличивается провисание гусеницы.
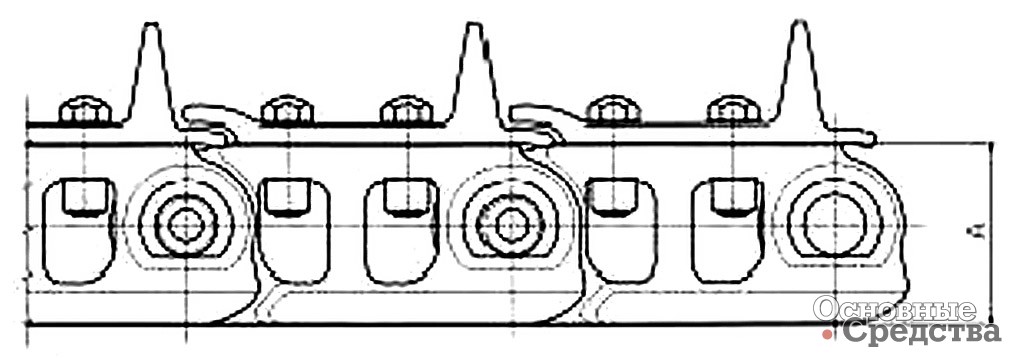
В то же время износ пальца и втулки по внутреннему диаметру приводит к «змеевидному вилянию» и увеличению шага звеньев цепи. Поворот пальцев и втулок на 180° позволяет компенсировать бо’льшую часть люфта (Р1 - Р) (см. рисунок), возникшего из-за износа. Техническое обслуживание гусеничной цепи такого типа следует выполнить, когда износ наружной поверхности втулок или износ внутри шарниров достигнет 100% (в зависимости от того, что наступит раньше). Однако, даже если этот предел износа шарниров еще не достигнут, но износ гусеничных звеньев превышает 50%, развернуть втулки и пальцы полезно.

Гусеничные цепи с закрытым шарниром с жидкой смазкой – разворот пальцев и поворот втулок со смазкой.
Основное преимущество цепи этого типа – относительно низкий темп износа внутри шарниров благодаря смазке. Поэтому главным критерием при выборе даты техобслуживания является степень износа наружной поверхности втулок. В некоторых случаях обслуживание гусеничной цепи становится необходимым из-за утечки смазки и перемещения втулки на пальце назад и вперед.
Сложно точно определить главный из нескольких факторов, ставших причиной увеличения расстояния между гусеничными звеньями: чрезмерно широкие башмаки при работе на неровной опорной поверхности с высокими ударными нагрузками и/или работа на склоне и с высокими скоростями.
Утечка смазки из некоторой части шарниров происходит даже при нормальных условиях работы. Если при техобслуживании обнаружится, что до 10% шарниров лишились смазки, это можно считать нормальным.
Ниже приведены полезные советы, которые следует учитывать при планировании и выполнении технического обслуживания (также см. рисунок).
• Все детали должны быть в целом в удовлетворительном состоянии, и их износ должен протекать равномерно.
• Общий износ гусеничных звеньев не должен превышать 75%.
• Общий износ втулок не должен доходить до 100%.
• Соотношение степеней износа втулок и звеньев должно составлять 1,3.
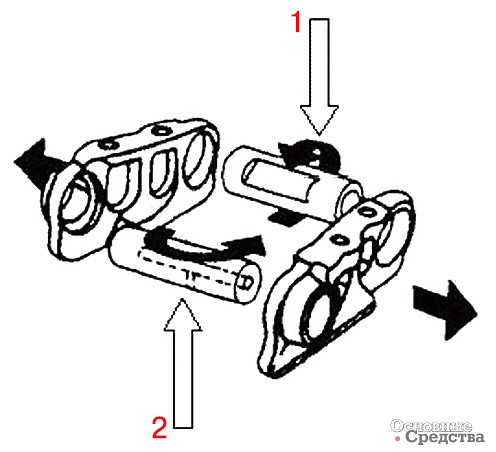
• Повернуть втулки на 180° вокруг их продольной оси.
• Развернуть пальцы на 180° в горизонтальной плоскости так, чтобы масляный канал был направлен к нижней части втулки (направляющим поверхностям звеньев).
Примечание. Следует убедиться, что радиальный масляный канал обращен к направляющим поверхностям гусеничного звена.
• После разворачивания пальцев и втулок обязательно установить новые уплотнения.
• Заменить пальцы и втулки, лишившиеся смазки и/ или имеющие трещины.
• Если износ на поверхностях втулок выглядит как относительно неглубокие канавки и в шарнире была смазка, втулку можно использовать снова. Если на втулке есть задиры, зазубрины, трещины или ржавчина, втулку следует заменить.
• Перед сборкой детали тщательно очистить.
• Заново смазать все шарниры.
В случае разворота деталей шарнира без внесения новой смазки в шарнир, он быстро потеряет смазку. Конечно, в этом случае ожидаемый ресурс по износу шарниров будет короче, чем у шарниров со смазкой, но все же близкий к ресурсу по износу гусеничных цепей с «сухими» шарнирами. Ресурс по износу внутренней части шарнира после «разворота со смазкой» может достигнуть такой же величины, как у нового шарнира.

Натяжение гусеничной цепи
Как видно из предыдущих глав, натяжение гусеничной цепи значительно влияет на интенсивность износа большинства деталей ходового механизма, так как возрастают контактные напряжения.
Тем не менее ослабление натяжения гусеничной цепи – одна из главных причин неправильного контакта деталей и, следовательно, вредного воздействия на боковые поверхности звеньев цепи и боковые поверхности реборд катков и колес. Поэтому именно от правильного натяжения гусеничной цепи зависят производительность и долговечность деталей ходового механизма.
Как измерить натяжение гусеничной цепи. Провисание гусеничной цепи между поддерживающими катками – это параметр, обычно используемый для измерения натяжения цепи.
Натяжение цепи определяют в следующем порядке:
- медленно переместить машину вперед по ровной горизонтальной площадке;
- остановить машину в положении, когда грунтозацеп расположится непосредственно над поддерживающим катком;
- убедиться, что грунтозацепы изношены равномерно (имеют одинаковую высоту), и положить мерную линейку на два грунтозацепа между поддерживающим катком и направляющим колесом (см. рисунок);
- измерить расстояние f между линейкой и вершиной грунтозацепа в месте, где провисание самое большое.
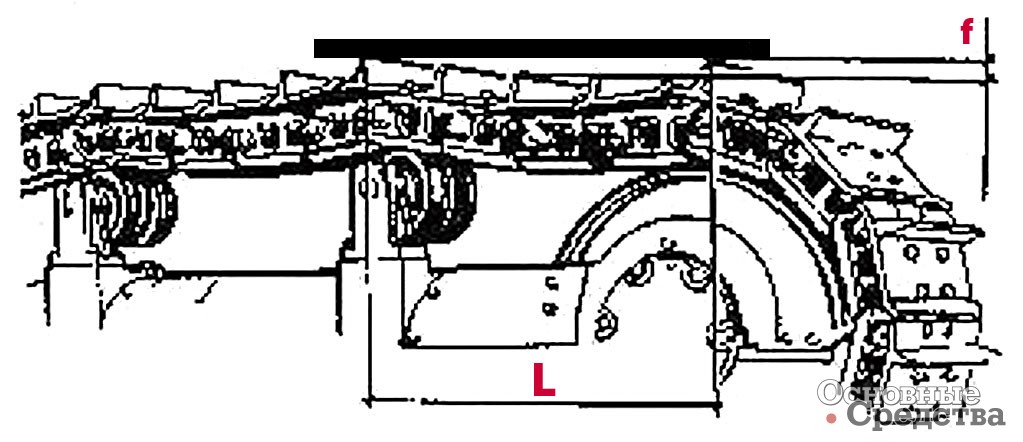
Рекомендованная величина провисания гусеничной цепи. Если в инструкции к машине не указана иная величина, рекомендуется ориентироваться на следующие значения:
тракторы – f = от L/25 до L/35;
экскаваторы – f = от L/35 до L/50.

Как измерить износ ходового механизма
Примечание. Перед измерениями детали следует тщательно отмыть.
Направляющие поверхности гусеничных звеньев.
Измерительный инструмент: глубиномер.
Габаритную высоту А звена измеряют от направляющей поверхности звена до башмака, затем высчитывают величину износа. Измерение следует выполнять с наружной стороны звена непосредственно возле бобышки шарнира цепи.
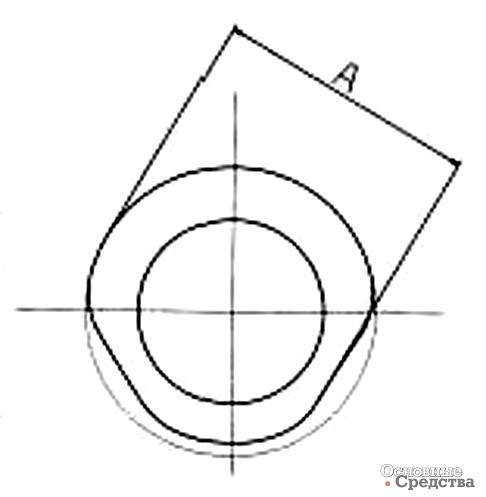
Втулки.
Измерительный инструмент: штангенциркуль.
Величину А измеряют в месте, где диаметр втулки минимален, независимо от того, как располагается зона износа относительно вертикали, и от того, работает ли данная поверхность при переднем или заднем ходе.
Убедитесь в том, что штангенциркуль расположен правильно: это поможет избежать ошибок при измерении износа.
Наиболее распространенные ошибки, которые допускают при применении этого метода:
- штангенциркуль располагается не под прямым углом к продольной оси втулки – штангенциркуль должен располагаться перпендикулярно к продольной оси втулки;
- при приложении чрезмерно большого усилия могут деформироваться губки штангенциркуля, что приведет к искажению (занижению) результатов измерений;
- губки штангенциркуля должны полностью садиться на измеряемое место, иначе результаты измерения могут быть искажены. Для проверки следует переместить штангенциркуль назад-вперед. Если расстояние между втулкой и башмаком недостаточно для прохода губок штангенциркуля, перед измерением следует демонтировать башмак.
Шаг звеньев (износ внутри шарниров).
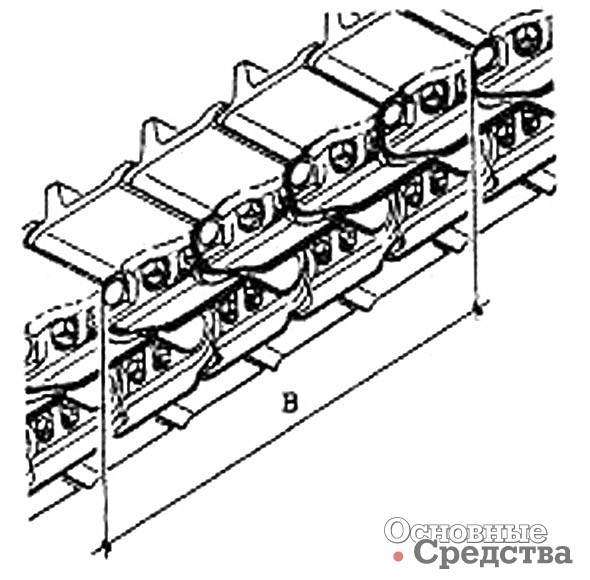
Измерительный инструмент: мерная лента.
Измеряется расстояние между пятью соединительными пальцами (четыре смежных звена). Порядок измерений:
- расположить машину на ровной горизонтальной площадке. Медленно и плавно подать ее вперед;
- остановить машину так, чтобы не ослабло натяжение гусениц. Гусеницы должны быть туго натянуты и располагаться прямо, чтобы результаты измерений не были искажены;
- расположить мерную ленту по воображаемой линии, соединяющей одинаковые точки двух крайних пальцев на измеряемом участке гусеницы. Результат измерения будет точнее, если измерять расстояние между продольными осями пальцев;
- измерение необходимо выполнить по крайней мере дважды на разных участках одной гусеницы;
- выполнить такое же измерение на другой гусенице машины.
Износ грунтозацепов башмаков.
Измерительный инструмент: глубиномер.
Измеряем высоту грунтозацепа от его вершины до плоскости башмака. Можно воспользоватья измерительной планкой, которую кладут на два соседних грунтозацепа (обычно так измеряют башмаки с одним грунтозацепом). Следует выбирать для измерений самый прямой участок гусеничной цепи.


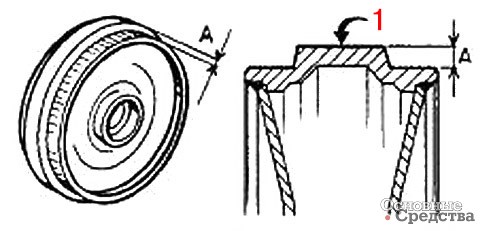
Опорные и поддерживающие катки.
Измерительный инструмент: штангенциркуль (способ А); глубиномер (способ В).
При измерении диаметра катка штангенциркулем (способ А) процент износа подсчитывают по минимальному размеру.
При использовании глубиномера (способ В) процент износа подсчитывают по максимальному размеру. Способ В можно применять только в случае, если реборды катка не изношены и не повреждены.
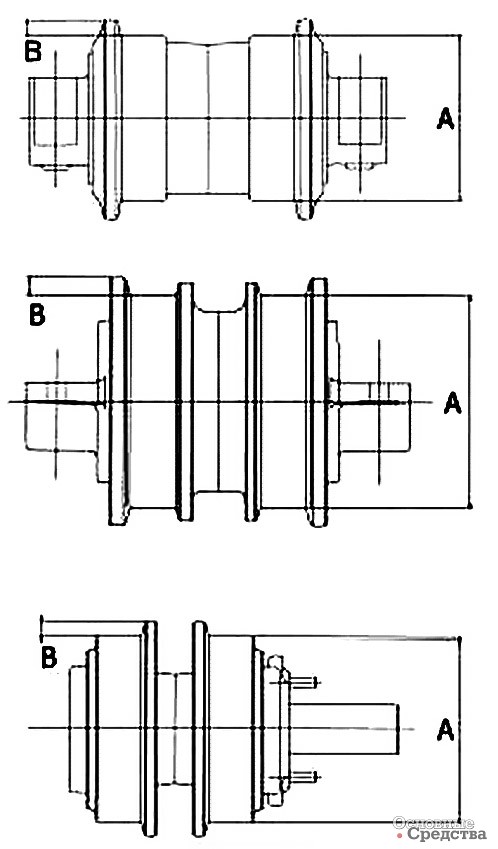
В обоих случаях следует обязательно измерить расстояние до обеих рабочих поверхностей катка, чтобы выявить неравномерный износ, если таковой есть, и избежать ошибки при оценке износа катка, если износ внутренней рабочей поверхности окажется больше, чем наружной.
Точность измерений в значительной степени зависит от того, насколько тщательно они подготовлены и проведены. Старайтесь избежать следующих типичных ошибок:
- измерительный инструмент располагается не под прямым углом к измеряемой поверхности. И штангенциркуль, и глубиномер должны располагаться перпендикулярно к оси вращения катка;
- при приложении чрезмерно большого усилия губки штангенциркуля могут деформироваться, что приведет к искажению (занижению) результатов измерений;
- губки штангенциркуля должны полностью садиться на измеряемое место, в противном случае результаты измерений могут быть искажены. Для проверки надо переместить штангенциркуль назад-вперед.
Альтернативный способ измерения. Если использовать описанные выше способы по каким-либо причинам невозможно, надо измерить расстояние А от внутренней плоскости башмака до оси вращения катка. Затем измерить высоту Р звена и рассчитать диаметр рабочей поверхности по формуле
В = 2(А–Р).
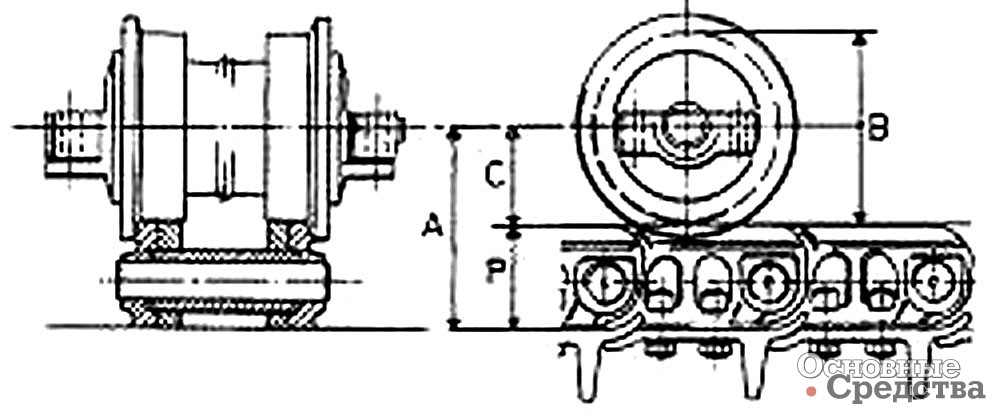
Примечание. Точность данного способа ниже, чем двух первых (А и В).

Направляющее колесо.
Измерительный инструмент: глубиномер.
Измеряют расстояние между средним выступом и рабочими поверхностями направляющего колеса. Этот способ можно применять только в случае, когда средний выступ колеса не изношен и не поврежден. В противном случае результаты измерений будут искажены.
Ведущее колесо.

Способ измерения: визуальный.
На ведущем колесе изнашивается вся поверхность зубьев и нет точки, не затронутой износом, которую можно было бы принять за базу для измерения. К тому же все производители определяют величину износа ведущих колес по-разному. Практически невозможно привести общую для всех типов ведущих колес методику измерений, поэтому можно только рекомендовать регулярно проверять и оценивать степень износа, как описано в главе «Оценка характера износа и типичные повреждения». Также следует помнить, что ведущее колесо надо немедленно заменить, как только сработаются вершины зубьев.
Ходовой механизм Caterpillar с приподнятым ведущим колесом.
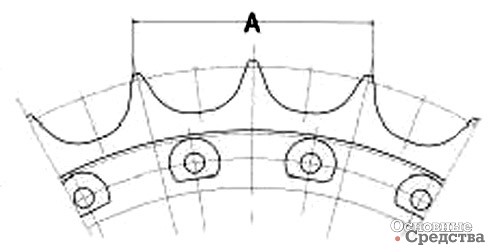
Измерительный инструмент: мерная лента.
Этот способ пригоден только для ведущих колес «ходового механизма Caterpillar с приподнятым ведущим колесом».
Измеряется минимальное расстояние между тремя смежными зубьями. Поскольку рабочая сторона зуба обычно изношена больше, рекомендуется проводить измерения от рабочей стороны зуба до противоположной стороны другого зуба, расположенного через один от первого.
Примечание. Измерение следует проводить между зубьями одного сегмента, в противном случае результаты будут неточными. Более того, учтите, что в этом случае износ вершин зубьев не будет надежным признаком общего износа ведущего колеса.



