














Особенности конструкции современных полуприцепов (Часть 1)
В производстве тентованных полуприцепов для магистральных перевозок (так называемых «мешков») давно не происходит революционных изменений, хотя производители регулярно анонсируют новшества, упрощающие жизнь перевозчикам, в первую очередь повышающие надежность и ремонтопригодность узлов, вызывающих нарекания; упрощающих и ускоряющих погрузочно-разгрузочные работы; повышающих удобство использования и надежность крепления груза. Не вдаваясь пока в особенности конструкции предназначенных для перевозки каких-то специфических грузов полуприцепов, cегодня мы рассмотрим общие параметры их конструкции и постараемся понять, в чем их отличия и насколько они важны для перевозчика.
Рама
Рама – основа конструкции полуприцепа: от ее надежности зависят и его долговечность, и остаточная стоимость. Конечно, для нее важны такие показатели, как прочность, надежность и долговечность, зависящие напрямую от используемых при изготовлении технологий и материалов. Логично, что при этом приходится рассматривать и два очень важных параметра – массу рамы (и построенного на ней полуприцепа) и ее стоимость. Понятно, что чем прочнее сталь, из которой изготовлена рама, тем легче полуприцеп, тем больше груза он перевезет за рейс или за год, или за весь период эксплуатации. А это означает, что перевозчик, имеющий более легкий полуприцеп, сможет больше зарабатывать. Естественно, при условии, что уменьшение массы рамы не скажется на ее прочности.
Однако чем лучший материал используется для рамы, тем полуприцеп будет дороже. Но высокая первоначальная стоимость может сторицей окупиться и во время эксплуатации, и при продаже полуприцепа, поскольку его остаточная стоимость будет выше. Уважающие себя производители обычно используют для рам полуприцепов сталь Hardox и Domex. Желающие сэкономить используют сталь подешевле и попросту увеличивают высоту лонжерона, в результате рама становится прочнее, но масса ее увеличивается.
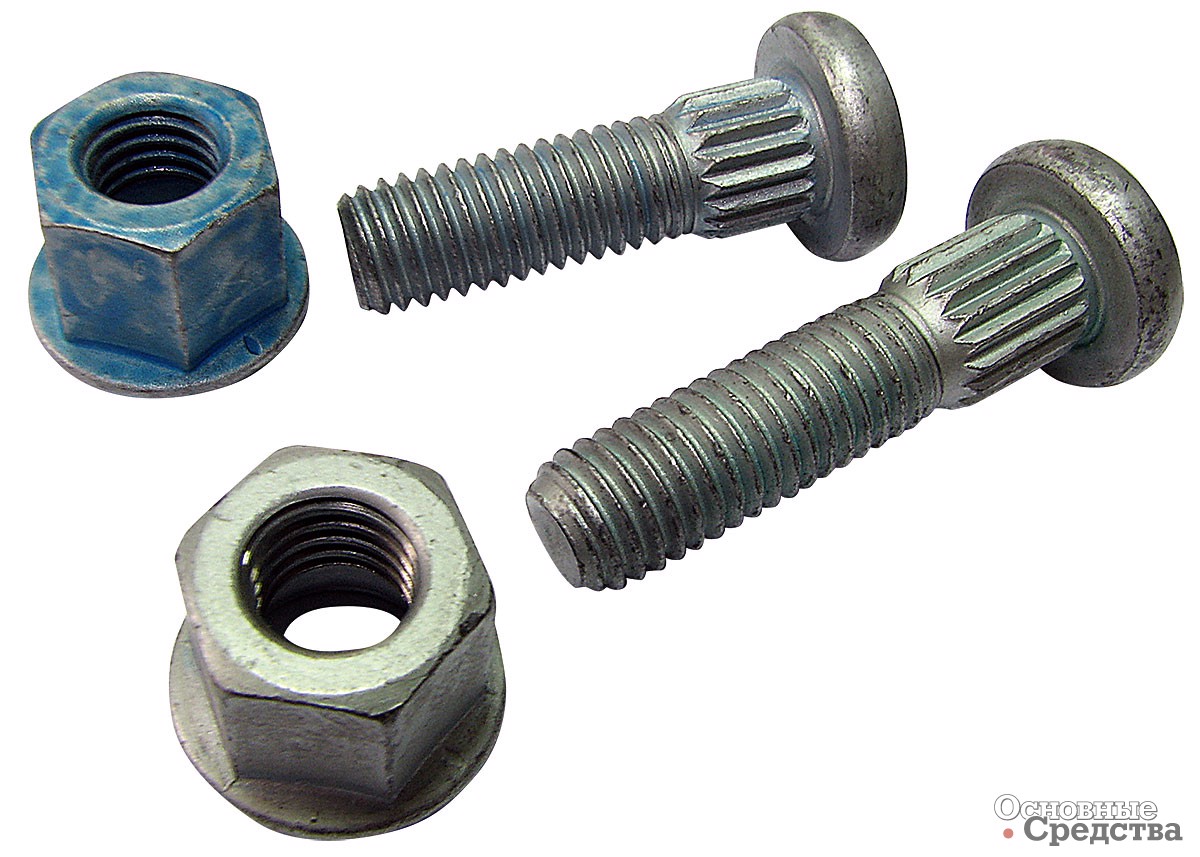
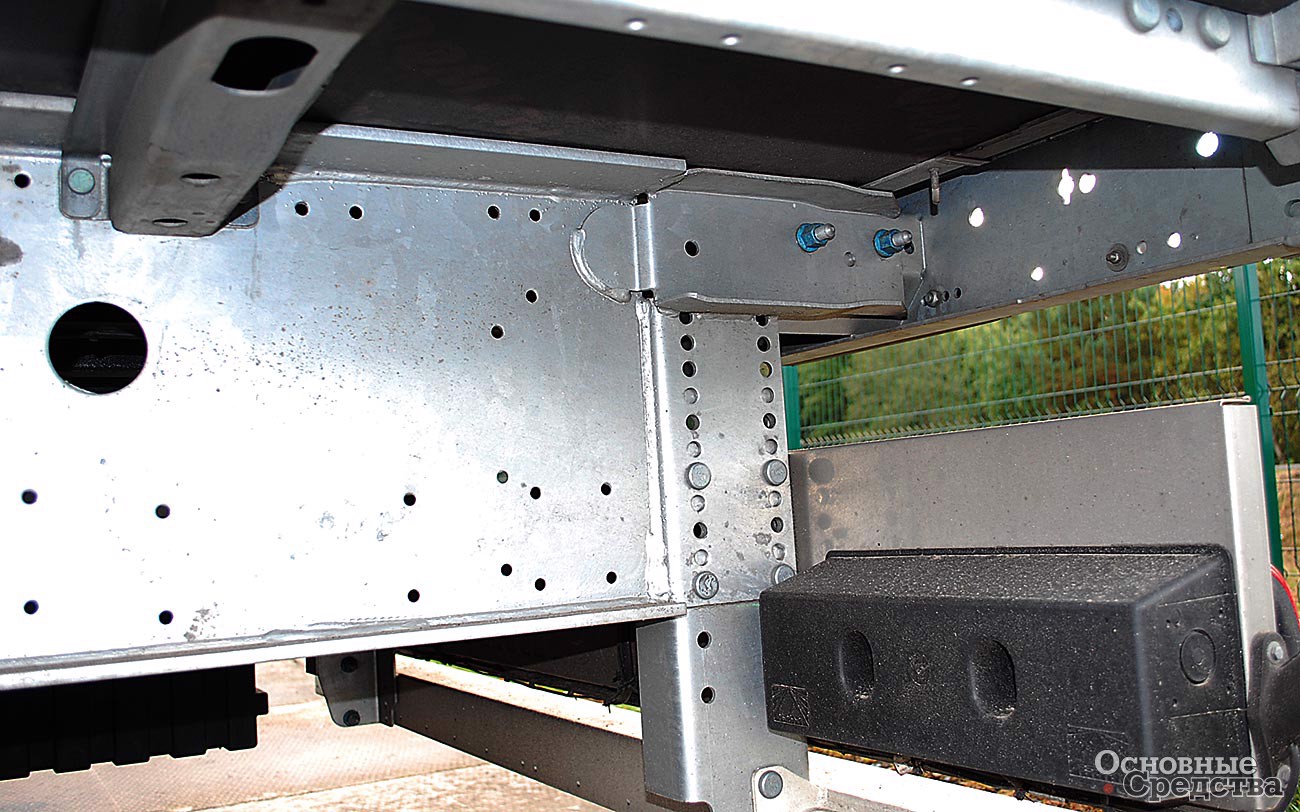
Геометрия рам у большинства производителей очень похожа, и без специальной подготовки практически невозможно разобраться, какая рама хуже, а какая лучше. Но в конструкции и способах антикоррозионной защиты различия легко заметить, и главное – способ их сборки. Рамы можно разделить на два типа: цельносварные и собранные на болтах-заклепках. Большее число производителей изготавливают цельносварные рамы, объясняя это тем, что такая рама прочнее и при ее изготовлении требуется меньше ручного труда, а на Западе с его дорогой рабочей силой это очень важно, ведь сваривают рамы роботы, а собирать их на болтах-заклепках приходится вручную. (Болты-заклепки представляют собой болты с круглой «заклепочной» головкой и со шлицами, выступающими за диаметр резьбы в том месте, где такой болт проходит через отверстия в соединяемых деталях. Благодаря этому болт-заклепка прорезает в отверстии насечки и прочно в них удерживается даже в том случае, если гайка открутится.)
В числе «приверженцев» болтов-заклепок можно назвать, например, компании Schmitz Cargobull и Humbaur. Данная технология тоже имеет свои «железные» аргументы: заклепка – это самый надежный вариант соединения деталей, и клепаная рама однозначно лучше и надежнее сварной. В мире нет ни одного цельносварного самолета и ни одного цельносварного моста, кроме моста Патона. Все остальное – на заклепках. Недаром ведь рамы всех тягачей собирают только на болтах-заклепках.
Некоторые тем не менее утверждают, что болты-заклепки хороши лишь там, где рама не испытывает постоянных знакопеременных нагрузок, т. е. в Европе, тогда как на разбитых российских дорогах такие соединения недостаточно надежны. Об этом свидетельствует опыт 2007–2008 гг., когда Schmitz Cargobull только в России отозвала для упрочнения рам около 5 тыс. полуприцепов. (К слову, в результате было разработано новое поколение тентованных полуприцепов повышенной прочности S.PR+.)
Еще одно существенное различие рам – способ антикоррозионной обработки. Таких способов три: обычное нанесение грунта и краски, катафорезная окраска методом полного погружения (так называемая KTL-обработка) и цинкование. Если с обычной окраской все понятно, то аббревиатура KTL означает катодно-погружную лакировку, при которой не только наносят на раму защитное покрытие, но и происходит химическое изменение ее поверхностной структуры. При KTL-обработке рама проходит через ряд ванн, в которых ее сначала обезжиривают, а затем подвергают цинко-фосфатированию и катафорезной окраске, основой которой является притяжение частиц краски к металлу под действием прилагаемого постоянного напряжения. Благодаря разнице потенциалов и постоянному перемешиванию жидкостей в ваннах реагенты проникают даже в труднодоступные места рамы, не оставляя коррозии ни шанса. В частности, такую технологию используют Krone и Kögel.
После обработки в ваннах рамы поступают в печь, где сушатся при температуре 180 °С. При этом запекается верхний защитный слой, который отличается очень высокой прочностью, устойчив к ультрафиолетовым лучам и имеет черный полуматовый цвет, что позволяет обходиться без дополнительной окраски рам, которую Kögel производит только по желанию клиента.
Krone после KTL-обработки производит порошковую окраску рам в электростатическом поле с последующим запеканием этого порошка при 230 °С. В результате благодаря глубокому (0,5 мм) фосфатированию даже в местах сколов и царапин рама не корродирует. Справедливости ради отмечу, что после сушки рам, прошедших KTL-обработку, их покрытие отличается очень высокой прочностью, и поцарапать его не так-то просто.
Цинкование, как правило, используют те производители, которые отдают предпочтение болтам-заклепкам, например, Schmitz Cargobull и Humbaur. По понятным причинам рамы, а точнее, их отдельные элементы подвергают не «холодному» (электролитическому) цинкованию, требующему намного больших затрат времени, а «горячему», которое заключается в погружении деталей в расплавленный цинк при температуре 450 °С. Такой метод достаточно популярен, и во второй половине XX в. он был признан международным стандартом в области антикоррозийной защиты. Однако и ему свойствен ряд недостатков. Прежде всего это ограниченные размеры изделия, предназначенного для горячего цинкования, которые зависят от размера ванны, а также трудности при сварке оцинкованных деталей. Собственно, именно этими причинами оппоненты и обосновывают сборку оцинкованных рам на болтах-заклепках. Кстати, единственный производитель полуприцепов, который оцинковывает предварительно сваренную раму, – Fliegl. Естественно, для тентованных полуприцепов оцинкованные рамы Fliegl поставляет только под заказ, поскольку они стоят на 400 евро дороже обычных. Тем не менее, несмотря на всю их привлекательность, оцинкованные рамы особым спросом у перевозчиков не пользуются.
Оси
Большинство производителей полуприцепов не изобретают собственные оси, а покупают их у мировых лидеров в данной области. При этом производители, учитывая приверженность перевозчиков к тому или иному бренду, обычно устанавливают на свои полуприцепы оси сразу нескольких марок. К числу наиболее распространенных и востребованных рынком относятся оси SAF и BPW, сервисное обслуживание которых хорошо налажено и присутствует, как правило, в любом грузовом сервисе. Естественно, к этим осям всегда в наличии запчасти. Производители, использующие такие оси, устанавливают их на свои полуприцепы порядка 55…60% и 35…40% соответственно.
Оси SAF считаются более надежными, особенно когда речь идет о комплектации с дисковыми тормозами. В то же время оси BPW лидируют в барабанных модификациях, популярных при эксплуатации в сложных дорожных условиях, которые данный производитель довел до совершенства. По большому счету, в настоящее время достаточно надежны оси BPW и с дисковыми тормозами, однако, памятуя о проблемах с данными осями несколько лет назад, которые было чрезвычайно сложно решить по гарантии, многие перевозчики опасаются покупать полуприцепы с осями данного бренда, а поэтому спрос на них меньше, чем на оси SAF.

В последнее время получили распространение, хоть и не столь широкое, оси Mercedes-Benz. Им обычно отдают предпочтение владельцы автомобилей данной марки, которые одновременно с тягачом могут обслуживать и прицеп. (Такие оси устанавливают примерно на 3…5% выпускаемых полуприцепов.) Эти оси имеют тормозные суппорты, колодки и диски, унифицированные с грузовиками Actros (для данных осей выпускается и специальный, облегченный суппорт). К особенностям осей Mercedes-Benz относится использование их внутреннего объема в качестве ресивера. Так что на прицепах с такими осями ресиверы не нужны.
Schmitz Cargobull с 2006 г. начала выпускать оси Rotos собственного производства. Этот шаг тогда назвали вынужденным, связанным с общим дефицитом осей, который сдерживал производство полуприцепов. (Сейчас доля осей Rotos в общем объеме производства Schmitz Cargobull составляет порядка 70…80%, около 20…25% приходится на SAF, тогда как оси BPW и Mercedes-Benz Schmitz Cargobull устанавливает редко.) В числе достоинств осей Rotos производитель называет уменьшенную неподрессоренную массу, возможность замены тормозных дисков без снятия подшипников, а также изготовление осей без применения сварки (полурессоры устанавливают методом термоусадки, наконечники осей привариваются трением), что исключает термическую деформацию и изменение геометрии оси.
Говоря об осях, нельзя не вспомнить о системе динамического изменения колесной базы полуприцепа Load Speed Program (LSP), которая позволяет бороться с перегрузом осей тягача из-за частичной загрузки. Такую систему, например, уже несколько лет использует Schmitz Cargobull. LSP не изменяет физическое расстояние между осями полуприцепа, так как они жестко закреплены. Но при активации данной системы давление в пневмоподушке последней оси уменьшается до 0,5 атм, за счет чего снижается грузоподъемность данной оси, а приходившаяся на нее нагрузка распределяется между двумя другими осями. Соответственно снижаются теоретическое рабочее межосевое расстояние и нагрузка на седельно-сцепное устройство тягача. Кстати, использование LSP одновременно улучшает маневренность прицепа и снижает износ шин. Эта система может работать автоматически, без участия водителя, а установить ее можно на любой трехосный полуприцеп с пневмоподвеской. Стоимость системы – около 500 евро.
Борта

Бортовые тентованные полуприцепы предназначены для перевозки грузов общего назначения и обычно представляют собой платформу с бортами, закрытую сверху тентом. Как правило, борта делают наборными из алюминиевого профиля и съемно-откидными, это существенно облегчает погрузку-разгрузку. Современные тентованные полуприцепы могут иметь низкие, средние или высокие борта (обычно от 0,32 до 1,02 м), а шторные полуприцепы могут быть как бортовыми, так и безбортовыми.
Принято считать, что борта нужны лишь при перевозке сравнительно нетяжелого груза навалом, например, арбузов или картофеля, но при их перевозке наборные алюминиевые борта со временем нередко просто раздувает. В то же время многие перевозчики отдают предпочтение бортовым полуприцепам исходя из того, что установленные в них поддоны не нуждаются в креплении. Хотя пройдет еще совсем немного времени, и на постсоветском пространстве тоже введут правила крепления груза наподобие европейских. Но если груз закреплен, борта совершенно ни к чему, ведь на их открытие тратится время, они утяжеляют прицеп и к тому же повышают его стоимость. В целом стоимость бортов, устанавливаемых при изготовлении полуприцепа, по информации разных производителей, составляет от 1 до 2,5 тыс. евро.



