














И это всё о нем...
Что нужно знать о рабочем инструменте гидромолота

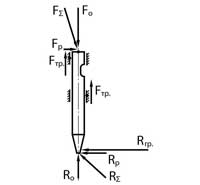




Рабочий инструмент – отраслевое название сменной части гидравлического молота, непосредственно взаимодействующего с обрабатываемой средой (бетон, асфальт, каменная порода, мерзлота и т. д.). Само название «рабочий инструмент» говорит о многом и наилучшим образом характеризует эту деталь гидромолота. Также широко используются производителями, эксплуатирующими организациями и механиками такие термины, как долото, пика, клин, ударник, зубило и т. д. На первый взгляд создается впечатление, что рабочий инструмент гидромолота – простая железка, которую можно сделать из стального прутка с помощью токарного и фрезерного станков (некоторые, кстати, пытаются так и делать, и заканчивается это очень дорогостоящим ремонтом гидромолота). На самом деле первое впечатление обманчиво – в этом продукте сконцентрированы глубокие знания о металлах и их сплавах, режимах и технологии термохимической обработки и обработки холодом, в производстве задействовано современное высокотехнологичное оборудование и механизмы, используются уникальные технические и технологические решения и ноу-хау. Я не буду вникать в технологию и раскрывать секреты производства, но в целом хочу вас заверить, что это очень высокотехнологичный продукт. По сути, это действительно основная рабочая деталь гидромолота, через которую передаются все силовые и ударные нагрузки на объект разрушения. А нагрузки, смею вас уверить, колоссальные! Вряд ли вы найдете какой-либо инструмент в мире, столь нагруженный различными видами силовых воздействий, достигающих весьма значительных величин. На рабочий инструмент гидромолота действуют мгновенные циклические сжимающие силы как со стороны хвостовика, куда удар наносится бойком гидромолота, так и со стороны рабочей части инструмента действует реактивная сила от обрабатываемой среды. Вслед за сжимающими силами, вызывающими упругие деформации сжатия, дифференциально распределенные по длине инструмента, возникают инерционные силы растяжения. Эти силы чередуются с частотой, равной частоте работы гидромолота, и создают непредсказуемые теоретически волновые процессы растяжения / сжатия, которые приводят к усталости материала и при определенных условиях вызывают крайне негативное явление резонанса, иногда приводящее к разрушению инструмента в самых неожиданных местах (это происходит при работе гидромолотом «в одну точку» непрерывно в течение длительного времени). Стоит обратить внимание, что лишь только в теории вышеуказанные силы направлены вдоль продольной оси инструмента. На практике в результате износа направляющих втулок, неправильного позиционирования инструмента относительно обрабатываемой среды неизбежно возникают так называемые радиальные составляющие силы Fр и Rр соответственно, которые прямо пропорциональны осевой силе Fо и Rр и зачастую достигают столь значительных величин, что превышают предел прочности материала и приводят к разрушению инструмента. Кроме того, такое положение вещей приводит к тому, что энергия удара бойка не в полной мере передается на объект разрушения, а, преодолевая силы трения Fтр, возникающие между инструментом и втулками гидромолота, расходуется на деформации поверхности втулок и инструмента, проявляющиеся в виде ускоренного износа и задиров и сопровождающиеся локальным выделением теплоты (в результате высоких контактных давлений происходит выдавливание смазки из зоны трения и, как следствие, микроприваривание частиц металла инструмента и втулки). Такие задиры являются опасными концентраторами напряжения и зачастую служат причиной развития трещин и дальнейшего разрушения инструмента. В процессе взаимодействия наконечника инструмента (независимо от его формы) с обрабатываемой средой происходит интенсивный износ по длине рабочего инструмента в результате сложного, смешанного процесса, включающего и поверхностные пластические деформации, и абразивное резание, и микроразрушение с отрывом частиц и т. д. Эти явления сопровождаются выделением теплоты, наклепом поверхности, иногда локальным отпуском материала с потерей поверхностной твердости. Итог один – неминуемый износ инструмента, затупление формы наконечника. Интенсивность этого процесса зависит от многих факторов, но прежде всего от износостойкости инструмента, определяемой в первую очередь твердостью материала и степенью абразивности, трещиноватости, твердости и других физико-механических свойств разрабатываемой породы. Некоторые негативные явления происходят в хвостовике инструмента, то есть в зоне нанесения удара бойка. Здесь могут наблюдаться такие явления, как сплющивание хвостовика (справедливо также и для наконечника), например, вследствие местного перегрева (в результате длительной беспрерывной работы) и, следовательно, отпуска и потери твердости материала. Также характерно явление наклепа, с одной стороны вроде как упрочняющего поверхность, но с другой – приводящего к охрупчиванию и увеличению склонности к трещинообразованию и выкрашиванию материала в области соударения. Одной из самых значимых сил, испытывающих рабочий инструмент гидромолота на прочность, является изгибающая сила, или изгибающий момент, возникающий в результате выламывания породы Rгр (или ковыряния, рыхления, удара в породу посредством металлоконструкции экскаватора), что категорически запрещено правилами эксплуатации гидромолота. Это очень часто приводит к разрушению рабочего инструмента и некоторых деталей гидромолота, однако повсеместно практикуется неквалифицированными операторами экскаваторов, особенно на территории РФ и стран СНГ. Я рассказал о некоторых силах и процессах, воздействующих на рабочий инструмент, но обратите внимание на тот факт, что зачастую все эти силы воздействуют на рабочий инструмент одновременно, таким образом существенно увеличивая их разрушающую способность. Таким образом, можно констатировать, что на рабочий инструмент гидромолота действует множество факторов, которые в процессе эксплуатации приводят к двум основным проблемам: излому рабочего инструмента при незначительной наработке (т. е. не в результате усталости материала, а в результате воздействия нагрузок, превышающих предел прочности материала); износу рабочего инструмента (неизбежный процесс взаимодействия с обрабатываемой средой). Имея большой практический опыт эксплуатации и ремонта гидромолотов, хочу с уверенностью заявить, что не существует такого рабочего инструмента, который был бы не под силу нашему доблестному машинисту. Ломают как фирменные инструменты легендарных производителей Hammer (Финляндия), Krupp (Германия), Montabert (Франция), так и любые другие, потому что усилия рабочего оборудования экскаватора достаточно для того, чтобы сломать любую пику при неправильной или неосторожной эксплуатации. Стойкость инструмента к такого рода поломкам характеризуют прежде всего прочность и ударная вязкость (величина, обратно пропорциональная хрупкости). Износостойкость же инструмента характеризуется в основном твердостью. Таким образом, мы получаем взаимно противоречащие свойства, т. е. для изготовления «идеального» рабочего инструмента нам надо получить максимальную твердость, с одной стороны, и обеспечить достаточную прочность и ударную вязкость (пластичность) – с другой, но на определенном этапе эти параметры становятся взаимоисключающими, т. е. при увеличении твердости у нас уменьшается ударная вязкость (материал становится более хрупким) и наоборот. Это является следствием физических свойств материала (стали). Я не буду вдаваться в подробности термообработки и влияния тех или иных легирующих элементов на конечные свойства материала, скажу лишь, что в целом (с некоторыми допущениями) при производстве рабочего инструмента производителям приходится находить приемлемый в местных условиях эксплуатации баланс твердости и прочности материала. Под местными особенностями я подразумеваю климатические условия, основной обрабатываемый материал, культуру обслуживания гидромолотов и культуру работы гидромолотом. Приведу парочку примеров. В Республике Корея производится неплохой рабочий инструмент, но для определенных местных особенностей. В Корее преобладают слоистые скальные породы высокой твердости, температура редко опускается ниже 0 °С. Рабочий инструмент не работает на изгиб, так как в этом нет необходимости – порода легко откалывается при ударе. Таким образом, весы склоняются в пользу твердости инструмента, и это нормально для Кореи и других стран с похожей спецификой (Италия, да и вся Европа, кроме Северной, страны Ближнего Востока и Африки и т. д.). Однако для России и других северных стран такой рабочий инструмент не подходит. Зачастую поломки наступают задолго до предельного износа, а иногда в первые часы работы, т. к. его износостойкость достигнута за счет повышенной хрупкости, особенно при минусовых температурах (хладноломкость). Еще один пример, характерный для Северной Европы и Канады. Климат этих стран очень похож на российский, однако разработки ведутся, как правило, на очень абразивной и твердой породе (базальт, гранит, габродиабаз и др.). Но культура работы и обслуживания гидромолота совсем иная, нежели в России. В Швеции, Финляндии и других странах умеют считать деньги и четко знают, что своевременное обслуживание и правильная эксплуатация всегда выгоднее, чем непредвиденный ремонт и ненормативный износ, поэтому в большинстве своем читают инструкции и аккуратно их выполняют. Например, если положено смазывать инструмент каждые 6 часов – они смазывают, положено менять втулку инструмента, когда зазор с инструментом превышен – меняют, не разрешается выламывать рабочим инструментом и стучать в одну точку более положенного времени – они и не делают этого, не рекомендует производитель использовать неоригинальный инструмент, они его не используют и т. д. Поэтому там производят рабочий инструмент, в первую очередь сориентированный на износостойкость, однако в результате применения более дорогостоящих сталей и отработанной технологии термообработки он обладает и высокими прочностными характеристиками (например, фирма Hammer, которая на рынке гидромолотов более 40 лет и считается эталоном в гидромолотостроении). Мы с большим уважением относимся к таким компаниям, тесно сотрудничаем с ними, делимся и изучаем опыт друг друга. Возвращаясь же к особенностям «русской национальной работы», следует отметить совокупность самых неблагоприятных факторов (как нигде в мире, наверное), начиная с самых непростых погодных условий (–20...30 °С не предел), и при этом о предварительном прогреве инструмента, как положено по инструкции, речи не идет – самому бы не замерзнуть, и заканчивая недостаточным обслуживанием и неправильной, скорее чудовищной эксплуатацией. Сердце кровью обливается, когда я вижу, как пикой гидромолота рыхлят, гребут каменистый грунт, выковыривают из мерзлоты куски камня, пытаются расковырять отверстие наклоном цилиндра в железобетонной плите, долбят стрелой со всего размаху в какую-нибудь балку, ходом экскаватора тянут по земле железобетонные конструкции, вырывая арматуру. Жалко не только гидромолот и рабочий инструмент, но и экскаватор, а больше всего хозяина – он, к сожалению, обычно сам этого не видит, просто потихонечку теряет деньги, которые мог бы потратить на мороженое детям и цветы женщинам, а лучше на зарплату хорошему машинисту и его обучение. Впрочем, не об этом речь. Так работают почти все. Впервые наш генеральный дистрибьютор, компания «Традиция-К», столкнулся с такой проблемой, когда начал продавать корейские гидромолоты, соответственно с корейским рабочим инструментом, примерно в 2002 г. Появились рекламации на рабочий инструмент. Дорожа своей репутацией, компания просто меняла его на новый, неся потери, так как корейский производитель Fine (Feel Industrial Engineering Co. Ltd) отказывал в гарантии по причине нарушения условий эксплуатации. Попытка заставить машинистов работать правильно (по нашему совету хозяин штрафовал оператора на 20% стоимости каждого сломанного инструмента) привела к хорошим результатам – почти полному отсутствию рекламации на корейский инструмент, но достучаться до всех клиентов таким образом мы все равно не смогли. С этого эпохального момента началась серьезная проектно-конструкторская и в дальнейшем производственная деятельность компании. Изучив образцы корейских пик методом спектрального анализа и сравнив их с рабочим инструментом таких компаний, как Krupp (ныне Atlas Copco), Rammer (ныне Hammer), мы обнаружили, что корейские производители используют очень посредственную, дешевую сталь с низким содержанием легирующих элементов, отвечающих за ударную вязкость, прочность, хладноломкость, хрупкость, показывая при этом за счет грамотной закалки и низкотемпературного отпуска неплохую износостойкость (твердость). Однако возникает вопрос: кому нужен износостойкий рабочий инструмент, если он ломается в течение 10% положенного жизненного цикла? И не важно, как им работают – как могут, так и работают. Посмотрев на это глазами потребителя, мы определили приоритет – основными показателями рабочего инструмента в российских условиях эксплуатации являются прочностные характеристики, т. е. сопротивление преждевременному разрушению, излому. К сожалению, наши корейские партнеры не смогли удовлетворить наши требования и предложить приемлемый продукт – им сложно было менять отлаженное серийное производство, продукт соответствовал их приоритетам и ценностям, но не нашим. В связи с этим, уже имея за плечами значительный опыт конструирования гидромолотов «Импульс» (с 1992 г.), мы поэтапно начали изучать и внедрять в производство, непрерывно совершенствуя и по сей день, производственные процессы, логистику, взаимоотношения с поставщиками, технологию и др. Для достижения поставленной задачи пришлось отказаться от серийного углеродистого низколегированного стального проката, традиционно использующегося для производства рабочего инструмента (например, в Корее, Италии, России) и перейти на высоколегированную сталь высшего качества, изготовленную по нашему спецзаказу и только для нас по классу А. К слову, в советские времена подобная сталь практически не поставлялась в машино- и станкостроительную промышленность, а использовалась в основном в оборонной промышленности и отправлялась на экспорт. Так, финская компания Rammer (ныне Hammer) закупала в СССР эту сталь для производства своего рабочего инструмента, который являлся и является эталоном качества для европейских производителей. Но у этой стали есть один серьезный недостаток – высокая цена. Она более чем в 2,5 раза дороже, чем та, которую используют наши конкуренты, и для того, чтобы иметь приемлемую цену на готовый продукт, мы вынуждены были сокращать издержки производства – уменьшать количество ручного труда за счет автоматизации, внедрять элементы бережливого производства, осуществлять контроль качества на всех этапах производства, совершенствовать технологию, в конце концов зарабатывать не за счет накрутки, а за счет массовости. И результаты превзошли ожидания – издержки производства сократились почти в 2 раза, вследствие минимизации человеческого фактора качество возросло настолько, что брак сократился до абсолютно минимальных значений и выявляется на стадии межоперационной ОТК, а в итоге – практически полное отсутствие рекламаций на готовую продукцию и соответственно уменьшение расходов. Несмотря на очень серьезные капиталовложения в новое оборудование, оснастку, специнструмент, модернизацию техпроцесса, реконструкцию цеха и т. д. оказалось, что делать хорошо может быть еще и выгодно! Мы изучили опыт и посетили заводы большинства производителей гидромолотов и производителей рабочего инструмента в мире (Atlas Copco (Германия), Sandvik (Швеция), Hammer (Финляндия), Indeco, Italdem (Италия), десятки корейских и китайских фирм, а также российских компаний. На сегодняшний день мы можем с полной уверенностью заявлять, что в деле производства рабочего инструмента у зарубежных коллег нам учиться нечему – можем и сами поучить. Может, нескромно, но факт: технологию мы отрабатывали около 10 лет и достигли очень хороших результатов по соотношению основных эксплуатационных показателей нашей продукции. На этом пути было сломано немало пик как в прямом, так и в переносном смысле, и за эти годы мы приобрели бесценный опыт. Опыт нельзя купить или оценить – его можно только получить методом проб и ошибок, безграничного энтузиазма, коллосального труда и просто любви к своему делу. И теперь мы готовы предложить этот опыт вам вместе с продукцией «Импульс». P.S. Эта статья не претендует на глубокий анализ проблем, связанных с производством, проектированием, научными исследованиями, которые мы проводим при разработке рабочего инструмента. Этот процесс непрерывен и интересен только узким специалистам. Поэтому она максимально популяризована и доступна для понимания. |


